
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





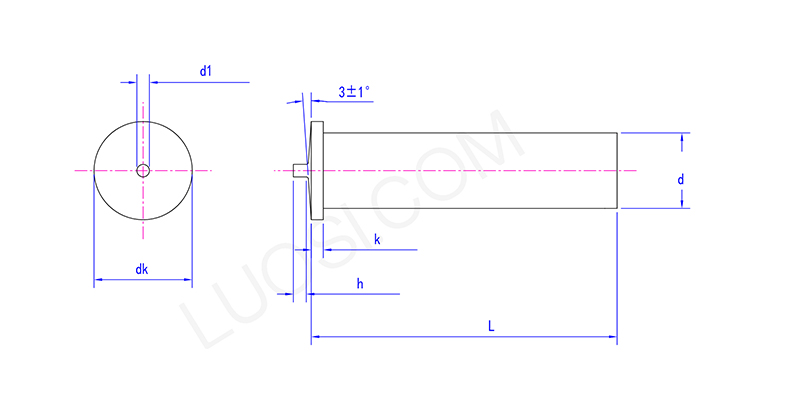
Internal Thread Weld Stud
ການຕິດຕັ້ງເຄື່ອງເຊື່ອມເສັ້ນດ້າຍພາຍໃນຢ່າງຖືກຕ້ອງ, ມາຈາກຜູ້ສະຫນອງທີ່ເຊື່ອຖືໄດ້, ສ້າງການເຊື່ອມຕໍ່ທີ່ເຂັ້ມແຂງພິເສດ, ເຊື່ອຖືໄດ້ດ້ວຍຄວາມສາມາດ tensile ແລະຄວາມເຂັ້ມແຂງ shear ສູງ, ຮັບປະກັນຄຸນນະພາບທີ່ສອດຄ່ອງໃນທົ່ວທຸກໂຄງການ. ດ້ວຍປະສົບການຫຼາຍກວ່າໜຶ່ງທົດສະວັດ, Xiaoguo® ໄດ້ສ້າງຄວາມສໍາພັນຂອງລູກຄ້າທີ່ເຂັ້ມແຂງ ແລະສ້າງຄູ່ຮ່ວມມືທີ່ເຊື່ອຖືໄດ້ກັບຜູ້ສະໜອງຫຼັກ.
ຕົວແບບ:Q 110-2012
ສົ່ງສອບຖາມ
ລາຍລະອຽດຜະລິດຕະພັນ
ໃນການຜະລິດເຄື່ອງໃຊ້, ເຊັ່ນ: ເຕົາອົບ, ຕູ້ເຢັນ, ເຄື່ອງຊັກຜ້າ, ເສັ້ນດ້າຍເຊື່ອມພາຍໃນຖືກະດານນອກ, ວົງເລັບພາຍໃນ, insulation, ແລະທໍ່ສາຍໄຟຢູ່ໃນສະຖານທີ່, ແລະພວກເຂົາເຮັດມັນສະອາດແລະມີປະສິດທິພາບ. ສໍາລັບກໍລະນີເອເລັກໂຕຣນິກ, ແຜງຄວບຄຸມ, ແລະ switchgear, ພວກເຂົາເຈົ້າສະຫນອງຈຸດ threaded ທີ່ເຂັ້ມແຂງເພື່ອຕິດສາຍດິນ, mount boards, ແລະພາກສ່ວນ fasten. ອັນນີ້ເຮັດໃຫ້ສິ່ງຂອງໄຟຟ້າມີຄວາມປອດໄພ ແລະ ມີຄວາມຫມັ້ນຄົງທາງດ້ານກົນຈັກ ໂດຍບໍ່ມີການ messing ເຖິງໂຄງສ້າງຂອງກໍລະນີ.
| ຈັນ | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| d ສູງສຸດ | 3.1 | 4.1 | 5.1 | 6.1 |
| d ນາທີ | 2.9 | 3.9 | 4.9 | 5.9 |
| dk ສູງສຸດ | 4.7 | 5.7 | 6.7 | 7.7 |
| dk ນາທີ | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 ສູງສຸດ | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 ນທ | 0.52 | 0.57 | 0.67 | 0.67 |
| h ສູງສຸດ | 0.6 | 0.6 | 0.85 | 0.85 |
| h ນທ | 0.5 | 0.5 | 0.75 | 0.75 |
| k ສູງສຸດ | 1.4 | 1.4 | 1.4 | 1.4 |
| k ນ | 0.7 | 0.7 | 0.8 | 0.8 |
ວິທີການປິ່ນປົວຫນ້າດິນ:
studs ການເຊື່ອມໂລຫະພາຍໃນປົກກະຕິແລ້ວແມ່ນຂຶ້ນກັບການປິ່ນປົວດ້ານເພື່ອເສີມຂະຫຍາຍຊີວິດການບໍລິການຂອງເຂົາເຈົ້າ. ວິທີການປິ່ນປົວທົ່ວໄປປະກອບມີການ galvanization, ເຊິ່ງສາມາດຖືກ electroplated ຫຼືຝາກດ້ວຍກົນຈັກ. ນີ້ແມ່ນວິທີການທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍທີ່ສະຫນອງຄວາມສາມາດໃນການປ້ອງກັນ rust ພື້ນຖານສໍາລັບພວກເຂົາ. ໃນສະຖານະການການນໍາໃຊ້ທີ່ຮຸນແຮງກວ່າ, protrusions ສາມາດປິ່ນປົວດ້ວຍການເຄືອບຫຼືເຮັດດ້ວຍສະແຕນເລດ. ໃນກໍລະນີນີ້, ທ່ານຈໍາເປັນຕ້ອງເລືອກການເຄືອບທີ່ເຫມາະສົມແລະເຫມາະສົມກັບຂະບວນການເຊື່ອມໂລຫະ, ແລະໃຫ້ແນ່ໃຈວ່າວັດສະດຸຫຼືການເຄືອບທີ່ເລືອກແມ່ນເຫມາະສົມກັບສະຖານທີ່ຕິດຕັ້ງແລະນໍາໃຊ້ສະຖານະການຂອງ protrusions. ດ້ວຍວິທີນີ້, ພວກເຂົາສາມາດທົນທານໄດ້.
ປະລິມານການສັ່ງຊື້ຂັ້ນຕ່ຳ ແລະສ່ວນຫຼຸດ:
ສໍາລັບການເຊື່ອມໂລຫະພາຍໃນສ່ວນໃຫຍ່, ເວລາປົກກະຕິເພື່ອໃຫ້ພວກເຂົາກຽມພ້ອມ (FOB) ຫຼັງຈາກທີ່ທ່ານຢືນຢັນຄໍາສັ່ງແມ່ນ 25 ຫາ 35 ມື້. ຄໍາສັ່ງຂັ້ນຕ່ໍາການສົ່ງອອກມາດຕະຖານຂອງພວກເຮົາແມ່ນປົກກະຕິແລ້ວຫນຶ່ງກໍລະນີຫຼືຫນຶ່ງ pallet, ແຕ່ນີ້ສາມາດປ່ຽນແປງໄດ້, ໂດຍສະເພາະສໍາລັບບາງຂະຫນາດທີ່ພວກເຮົາມີປະລິມານສູງ. ຖ້າທ່ານສັ່ງຫຼາຍ, ທ່ານອາດຈະໄດ້ລາຄາທີ່ດີກວ່າ, ແລະພວກເຮົາຈະຈັດລໍາດັບຄວາມສໍາຄັນຂອງການຜະລິດແລະການຂົນສົ່ງໃຫ້ເຂົາເຈົ້າ.
Hot Tags: Internal Thread Weld Stud, ຈີນ, ຜູ້ຜະລິດ, ຜູ້ສະຫນອງ, ໂຮງງານຜະລິດ
ປະເພດທີ່ກ່ຽວຂ້ອງ
ສົ່ງສອບຖາມ
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າເພື່ອໃຫ້ການສອບຖາມຂອງທ່ານໃນແບບຟອມຂ້າງລຸ່ມນີ້. ພວກເຮົາຈະຕອບກັບທ່ານໃນ 24 ຊົ່ວໂມງ.








