
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



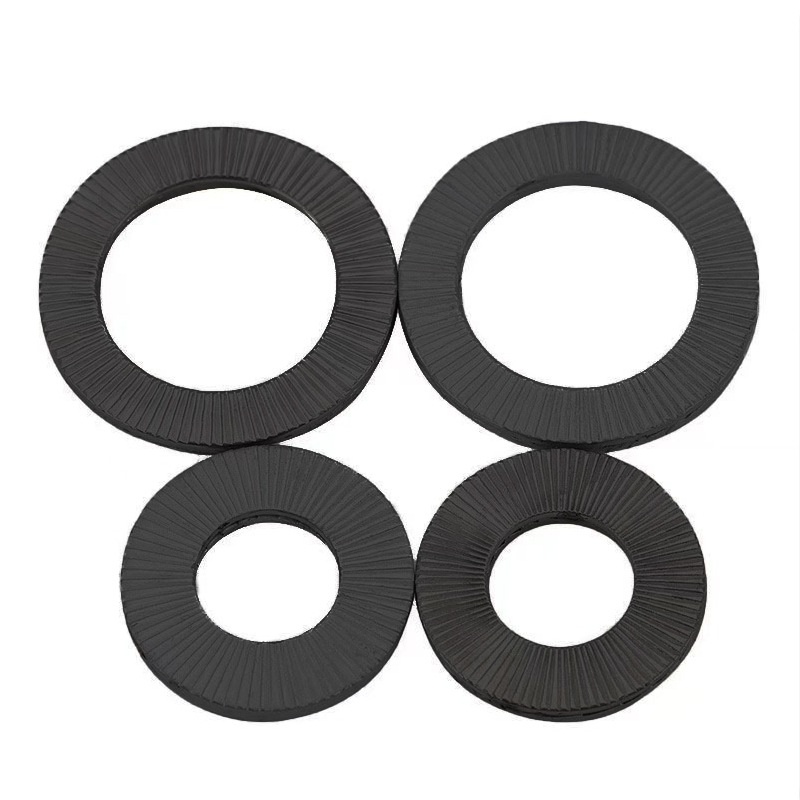

ທົນທານສອງພັບ locking washers ຕົນເອງ
ມາດຕະຖານການອອກແບບແລະການປະຕິບັດສໍາລັບການທົນທານຕໍ່ເຄື່ອງຊັກຜ້າສອງເທົ່າຕົວມັນເອງມັກຈະຖືກລະບຸໄວ້ໃນມາດຕະຖານອຸດສາຫະກໍາເຊັ່ນ DIN 25201. ຂະບວນການຄວບຄຸມຄຸນນະພາບທີ່ເຂັ້ມງວດໄດ້ຖືກປະຕິບັດຕະຫຼອດການຜະລິດຂອງXiaoguo®, ເລີ່ມຕົ້ນຈາກແຫຼ່ງວັດຖຸດິບກັບຜູ້ສະຫນອງຈົນເຖິງການກວດກາຜະລິດຕະພັນສຸດທ້າຍ.
ຕົວແບບ:DIN 25201
ສົ່ງສອບຖາມ
ລາຍລະອຽດຜະລິດຕະພັນ
ເພື່ອເຮັດໃຫ້ເຄື່ອງຊັກຜ້າແບບລັອກສອງເທົ່າທີ່ທົນທານໄດ້ເຮັດວຽກຢ່າງຖືກຕ້ອງ, ເສັ້ນຜ່າສູນກາງຂອງຮູຍຶດຕ້ອງໃຫຍ່ກວ່າເສັ້ນຜ່າສູນກາງນອກຂອງເຄື່ອງຊັກຜ້າ. ຖ້າເສັ້ນຜ່າສູນກາງຂອງຂຸມຍຶດມີຂະຫນາດນ້ອຍເກີນໄປ, ຂອບຂອງຮູຈະກົດດັນກັບຂອບນອກຂອງເຄື່ອງຊັກຜ້າໃນລະຫວ່າງການແຫນ້ນ. ຜົນບັງຄັບໃຊ້ພາຍນອກນີ້ຂັດຂວາງການຫມຸນຈຸນລະພາກໂດຍກົງທີ່ຕ້ອງການສໍາລັບເຄື່ອງຊັກຜ້າໃນການເຮັດວຽກແລະຍັງຍັບຍັ້ງການງໍປົກກະຕິຂອງລີ້ນລັອກ. ການຫມູນວຽນແລະການງໍຈຸນລະພາກເຫຼົ່ານີ້ແມ່ນກົນໄກຫຼັກທີ່ຊ່ວຍໃຫ້ເຄື່ອງຊັກຜ້າສາມາດບັນລຸຜົນຂອງການລັອກຕົນເອງ. ຖ້າການເຄື່ອນໄຫວສອງຢ່າງນີ້ຖືກຈໍາກັດ, ຫນ້າທີ່ລັອກຕົວຂອງເຄື່ອງຊັກຜ້າຈະບໍ່ມີປະສິດຕິຜົນຢ່າງສົມບູນ.
| ຈັນ | Φ24 |
Φ27 |
Φ30 |
Φ33 |
Φ36 |
Φ39 |
Φ42 |
Φ45 |
Φ48 |
Φ52 |
Φ56 |
| d ສູງສຸດ | 25.5 | 28.6 | 31.6 | 34.6 | 37.6 | 40.6 | 43.5 | 46.7 | 50.1 | 54.1 | 59.6 |
| d ນາທີ | 25.1 | 28.2 | 31.2 | 34.2 | 37.2 | 40.2 | 43 | 46.2 | 49.6 | 53.6 | 59.1 |
| dc ສູງສຸດ | 39.2 | 42.3 | 47.3 | 48.8 | 55.3 | 58.8 | 63.3 | 70 | 75 | 80 | 85 |
| dc ນາທີ | 38.8 | 41.7 | 46.7 | 48.2 | 54.7 | 58.2 | 62.7 | 68 | 73 | 78 | 83 |
| H ສູງສຸດ | 3.65 | 6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
6.05 |
7.75 |
7.75 |
7.75 |
7.75 |
| H ນທ | 3.15 | 5.55 |
5.55 |
5.55 |
5.55 |
5.55 |
5.55 |
6.25 |
6.25 |
6.25 |
6.25 |
ຂໍ້ໄດ້ປຽບຂອງຜະລິດຕະພັນ:
ເຄື່ອງຊັກຜ້າແບບລັອກດ້ວຍຕົວມັນເອງແບບທົນທານສອງເທົ່າແມ່ນເປັນຂໍ້ຕົກລົງທີ່ດີເພາະວ່າພວກມັນເຮັດໃຫ້ການເຊື່ອມຕໍ່ແບບ bolted ປອດໄພກວ່າ, ເຊື່ອຖືໄດ້, ແລະຍາວນານ, ເຖິງແມ່ນວ່າຢູ່ໃນສະພາບທີ່ຫຍຸ້ງຍາກ. ເຂົາເຈົ້າຕັດເວລາສິ່ງຂອງໝົດໄປ, ຄ່າໃຊ້ຈ່າຍໃນການບຳລຸງຮັກສາຕ່ຳລົງ, ແລະ ຫຼຸດຜ່ອນໂອກາດທີ່ຈະເກີດອຸບັດຕິເຫດຈາກເຄື່ອງຕິດຂັດ. ເນື່ອງຈາກພວກມັນເປັນການແກ້ໄຂການລັອກທີ່ແຂງແຮງ - ອັນທີ່ຍັງສາມາດນໍາມາໃຊ້ໃຫມ່ບາງຄັ້ງ - ແລະເຮັດວຽກໄດ້ດີໃນກົນຈັກ, ວິສະວະກອນທີ່ຈັດການກັບບັນຫາການສັ່ນສະເທືອນໃນທຸກປະເພດຂອງອຸດສາຫະກໍາມັກຈະເລືອກເອົາເຄື່ອງຊັກຜ້າທີ່ທົນທານສອງເທົ່າເຫຼົ່ານີ້.

ທ່ານສະເຫນີຂະຫນາດທີ່ກໍາຫນົດເອງຫຼືເຄື່ອງຫມາຍພິເສດກ່ຽວກັບເຄື່ອງຊັກຜ້າທີ່ເຮັດດ້ວຍຕົວລັອກສອງເທົ່າທີ່ທົນທານຂອງທ່ານບໍ?
ແລ້ວ, ພວກເຮົາສາມາດເຮັດແບບທີ່ກໍາຫນົດເອງ. ພວກເຮົາຮັກສາຂະຫນາດມາດຕະຖານທີ່ປະຕິບັດຕາມ DIN 25201 ຢູ່ໃນຫຼັກຊັບ, ແຕ່ພວກເຮົາຍັງສາມາດເຮັດເຄື່ອງຊັກຜ້າແບບລັອກດ້ວຍຕົນເອງສອງເທົ່າທີ່ມີເສັ້ນຜ່າກາງ, ຄວາມຫນາຫຼືວັດສະດຸທີ່ບໍ່ແມ່ນມາດຕະຖານ - ເຖິງແມ່ນວ່າມີຄໍາສັ່ງຂັ້ນຕ່ໍາສໍາລັບສິ່ງນັ້ນ. ພວກເຮົາຍັງສາມາດໃສ່ເຄື່ອງໝາຍພິເສດໃສ່ພວກມັນໄດ້ ເຊັ່ນ: ໂລໂກ້ຂອງເຈົ້າ ຫຼື ຕົວເລກສ່ວນທີ່ເປັນເອກະລັກ, ເພື່ອຊ່ວຍຕິດຕາມ ແລະ ການສ້າງຍີ່ຫໍ້.
Hot Tags: Enduring two Fold Self Locking Washers, ຈີນ, ຜູ້ຜະລິດ, ຜູ້ຜະລິດ, ໂຮງງານຜະລິດ
ປະເພດທີ່ກ່ຽວຂ້ອງ
ສົ່ງສອບຖາມ
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າເພື່ອໃຫ້ການສອບຖາມຂອງທ່ານໃນແບບຟອມຂ້າງລຸ່ມນີ້. ພວກເຮົາຈະຕອບກັບທ່ານໃນ 24 ຊົ່ວໂມງ.








